Calibrating the first layer - Ender 3 (written instructions)
This text has been automatically translated using Google Translate.
For the best first layer I recommend this procedure:
- Check that the hotbed (HB) is clean and well degreased. Choose one of the options below:
- Spring Water - Take a sponge for dishes, drop a jar on it and mix it with warm water (as if you were washing dishes). Then thoroughly wash the HB and wipe dry with a dry cloth.
- IPA - Soak a piece of rag into IPA and wipe the entire HB with it. After a while, the IPA evaporates immediately and therefore does not need to be wiped dry.
- Heat hotend (HE) and HB. Since we need to calibrate HE to tenths of a millimeter, thermal expansion will also play a role.
- After heating, be sure to check the nozzle for a piece of filament that may cause mischief.
- Make sure your filament goes through the nozzle itself. If you do not have filament in the extruder yet, you have to load the filament into the extruder until HE is filament. If you do not go through filament through HE, then you have to solve it first.
- First we tune the first layer over the paper. The first thing we need to do is to run the autohome on the printer (for example, in Marlin 1.1.9 it's in the “Prepare-> Auto Home” menu). Then release the motor drivers (for example, in Marlin 1.1.9 it's in the “Prepare-> Disable steppers” menu) so that we can manually move the axes. Then we put paper between the nozzle and HB. And compare it so that the paper scrub a little (not too much).
- Under the HB there are wheels at each corner to help you level the HB. If HB is too low in a given corner, turn the knob clockwise, if too high, counterclockwise.
- I recommend keeping the paper between the nozzle and the HB, because it is easier.
- Subsequently, rotate the corners until all of them are properly aligned (about 2-3 times, then fine-tune it further).
- Draw the downloaded model from the "Related Products" section and run gcode on the printer.
- Do not be afraid that the slicer reports the printing time even half an hour. The model is about 2mm high so you can choose the layer height yourself (for larger / smaller nozzles, for example). You only need to print the first layer (either interrupt the printing after the first layer or divide the model into two parts in the slicer - the first layer and delete the rest).
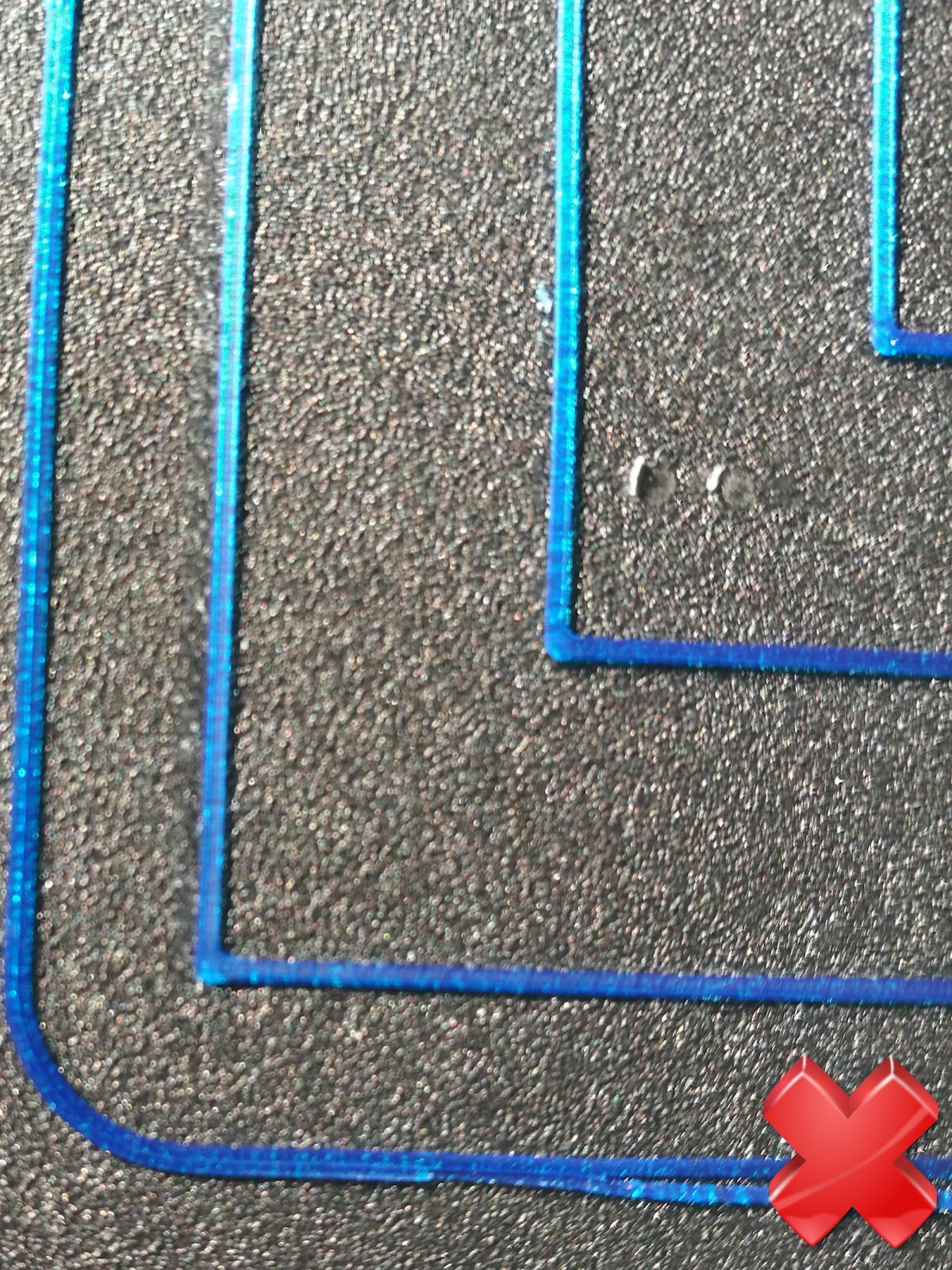
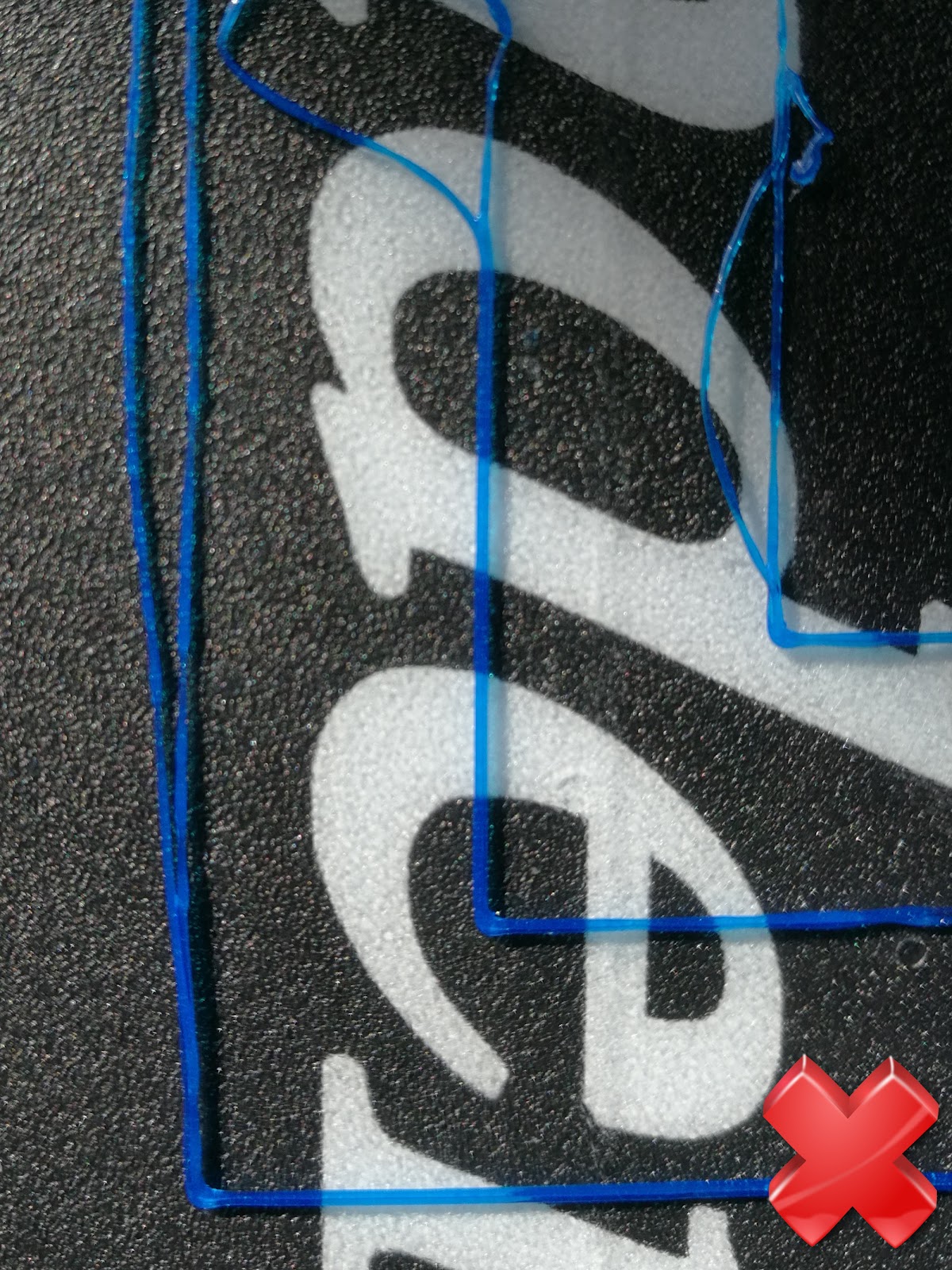
- Subsequently, the squares begin to print.
- Try to gently slide your finger over the plastic. If it does not catch on HB, so you have the nozzle too high, if the nozzle does not push anything or you have a plastic badge on your bed, so you have the nozzle too low.
-
- If you can't, you can try again. If the edges are holding you and are not holding the center or vice versa, then you probably have a crooked bed (a common problem with Ender 3) and it is solved here.

Taken from the video from CHEP here. Modified.